大连友岩塑料机械有限公司
联系人:冯经理
电话/传真:0411-86260347
手机:18624289888
13604263838
邮箱:21272059@qq.com
地址:大连市旅顺口区三涧堡镇(乘大连至旅顺北路汽车土城子下车西行约200米机场门前约100米)
动力部分节能:大多采用变频器,节能方式是通过节约电机的余耗能,例如电机的实际功率是50Hz,而你在生产中实际上只需要30Hz就足够生产了,那些多余的能耗就白白浪费了,变频器就是改变电机的功率输出达到节能的效果。加热部分节能:加热部分节能大多是采用电磁器节能,节能率约是老式电阻圈的30%-70%。
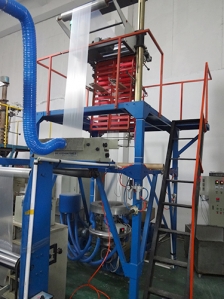
吹膜机吹制的薄膜广泛应用于复合膜、包装膜、纺织品、服装袋等各个领域,对于使用企业来说,选一个质优价廉的机器是重中之重,但是吹膜机的安全操作也是不能够被忽视的,否则轻则影响吹膜机的使用寿命,重则造成生产事故。合上机床总电源开关,检查设备是否漏电,按设定的工艺温度要求给机筒、模具进行预热,在机筒温度达到工艺温度时必须保温20分钟以上,确保机筒各部位温度均匀。
未发现异常现象,方可正式启动油泵,待荧屏上显示“马达开”后才能运转动作,检查安全门的作用是否正常。 三层共挤吹膜机吹膜技术小窍门:吹胀膜实际上是一种介于双轴定向膜同流延膜之间的一种薄膜。也可用吹胀法生产双轴定向膜,只要温度适当,吹胀比和牵引比比例合适,能使双向的取向度大致相同。
当吹胀膜生产时,如果牵引速度过快,同吹胀比相差太大,就可能产生纵向取向度和横向的取向度相差太大,结果像单向拉伸生产膜裂纤维的过程一样,横向强度低,易拉断。防止方法是适当降低牵引速度,使之同吹胀比相配合;加大风环风量,使吹胀膜快速冷却,避免在较高温度的高弹态下被拉伸取向。出料口经过膜头变成7CM直径大小圆形粘糊状,料的温度基本上稳定了,整个升温过程合适度要根据出料口。