大连友岩塑料机械有限公司
联系人:冯经理
电话/传真:0411-86260347
手机:18624289888
13604263838
邮箱:21272059@qq.com
地址:大连市旅顺口区三涧堡镇(乘大连至旅顺北路汽车土城子下车西行约200米机场门前约100米)
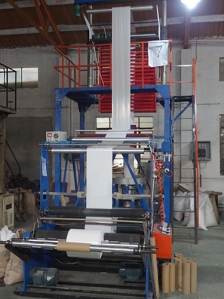
这些关于塑料吹膜机的知识大部分人都不知道
吹膜(Blow Membrane)是一种塑料加工方法,是指将塑料粒子加热融化再吹成薄膜的一种塑料加工工艺。这种加工工艺吹出的膜料质量相关于吹膜的机器和塑料粒子。如果是用新料吹出的薄膜,色泽均称,干净,成品拉伸好。如果用回收的废塑料制成的塑料粒子,在制成薄膜时通常要添加色素,制成的薄膜可能就着色不匀,脆且易断,价格也较低。
如果由专业的吹膜机生产的吹膜料适用于各种高档薄膜包装。这种膜由于其阻隔性好,保鲜,防湿,防霜冻,隔氧,耐油,可广泛用于轻重包装。如各种鲜果、肉食品、酱菜、鲜牛奶、液体饮料、医药用品等。
大连塑料吹膜机若非专业的吹膜机或者吹膜机在加工过程中没有使用正确的方法,那么制成的膜料也可能是次等品。大多数PE用于吹膜加工薄膜,通用低密度PE(LDPE)或线性低密PE(LLDPE)都可用。HDPE薄膜级一般用于要求优越的拉伸性和极好的防渗性的地方。例如,HDPE膜常用于商品袋、杂货袋和食物包装。PE薄膜加工一般用普通吹膜加工或平挤加工法。
吹胀比是吹塑薄膜生产工艺的控制要点之一,是指吹胀后膜泡的直径与未吹胀的管环直径之间的比值。吹胀比为薄膜的横向膨胀倍数,实际上是对薄膜进行横向拉伸,拉伸会对塑料分子产生一定程度的取向作用,吹胀比增大,从而使薄膜的横向强度进步。但是,吹胀比 也不能太大,否则轻易造成膜泡不稳定,且薄膜轻易出现皱折。因此,吹胀比应当同牵引比配合适当才行,一般来说,低密度聚乙烯(LDPE)薄膜的吹胀比应控制在2.5~3.0为宜。
牵引比是指薄膜的牵引速度与管环挤出速度之间的比值。牵引比是纵向的拉伸倍数,使薄膜在引取方向上具有定向作用。牵引比增大,则纵向强度也会随之进步,且薄膜的厚度变薄,但假如牵引比过大,薄膜的厚度难以控制,甚至有可能会将薄膜拉断,造成断膜现象。低密度聚乙烯(LDPE)薄膜的牵引比一般控制在4~6之间为宜。