大连友岩塑料机械有限公司
联系人:冯经理
电话/传真:0411-86260347
手机:18624289888
13604263838
邮箱:21272059@qq.com
地址:大连市旅顺口区三涧堡镇(乘大连至旅顺北路汽车土城子下车西行约200米机场门前约100米)
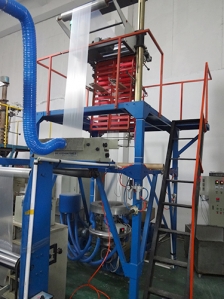
运行吹膜机组千需要做对设备进行全面检查
大连吹膜机组全面检查设备。查看各部联接是否正确、牢固;检查各传动及运动部件动作是否灵活、是否安全可靠无松动,运动是否正确无误,发现故障及时排除。 用塞尺认真检查模口间隙,使其圆周均匀,其间隙值应符合工艺要求。 检查电器系统是否接地,安全可靠,供水系统及压缩空气系统是否畅通、无泄漏。
检查风机是否正常,螺杆、料筒的冷却水路是否畅通。 检查整个机器是否清洁,检查原料是否有杂物。 注意机身机头等各段温度是否达到工艺要求,并要求恒温保持半小时。 开机前必须认真检查调整好风环位置、间隙及风量,人字板的角,牵引辊压紧机构等都应调整得当。启动旋转机头传动装置,机头旋转应平稳,无异常噪音等现象。
膜泡提起运转正常后,应立即检查膜的厚度、宽度、塑化质量、纵横向收缩率,整机各部位配合加以调整,主机挤出速度、上下牵引速度、风机速度应调至规定要求,使其保持协调一致。同时,也对压缩空气量、风环间隙大小、温度分布情况、稳泡架位置、人字板角度、牵引辊夹紧力、卷取力及各部冷却条件加以观察与调整,使其达到符合标准为止。 为了获得比较均匀一致的厚度和保持高效的风泠,要随时注意调节风环的风量大小及分布均匀情况。
启动主电机,低速运转,熔融物料挤出,物料挤出后接通气泵打气,形成膜泡。然后立刻开启风机。(适当根据膜泡的霜线调整风量,风量过大膜泡上飘,风量过小膜冷却不好挺度不好)。将膜泡管送入牵引辊,并沿导向辊直至卷绕。 完成后迅速观察膜泡是否变形,如有变形应及时调整,先检查模口间隙是否可调,稳泡板是否靠住膜泡,如无问题检查是否有被打开的门窗,发现后及时处理。观察膜泡是否倾斜,如有倾斜立刻用挡板挡好。
检查无误后根据生产任务通知单的要求调整内、外、中主电机转速,根据厚度要求调整牵引速度。开启旋转按钮使模头旋转。待膜泡稳定后,对薄膜进行厚度与宽度的测量,看是否达到所需标准,(如果厚度偏厚调整模口间隙,或者适当减小风环的风量,使薄膜进一步吹胀,也可适当提高牵引速度从而使其厚度变薄;如果厚度偏薄则反之。宽度用气泵来控制)。