大连友岩塑料机械有限公司
联系人:冯经理
电话/传真:0411-86260347
手机:18624289888
13604263838
邮箱:21272059@qq.com
地址:大连市旅顺口区三涧堡镇(乘大连至旅顺北路汽车土城子下车西行约200米机场门前约100米)
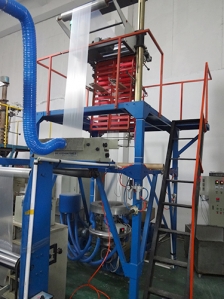
这些关于吹膜机组的操作规范你一定得知道
大连吹膜机组的操作人员时刻养成检查温度自控完好、加热电器完好、注意及时调节各点加热温度在指标范围之内的良好习惯;如出现有异常要及时解决。检查牵引速度,控制薄膜厚度;保证在生产过程中做好无偏差工作,尽量提高质量。观察薄膜厚度是否均匀,折径是否符合标准,吹膜宽度是否有偏差;并予以适当调整。检查控制好空气贮气缸压力,不能过高,但应有备用压力。保持原料配比并混合均匀,拒绝比例不平衡操作;纯原料生产时要检查分类好,以免参差影响质量。检查原料有无杂质,当有金属异物混入时应及时用磁铁强行吸取混入物,必要时停机检查并第一时间取出,以防损坏机器影响操作。检查减速箱位和空压机气缸润滑油润滑情况,开机作业时要保证润滑油充足。定期检查各运转电机温升和机械传动情况,能够记录数据的建议记录好数据能够为以后操作提供帮助。
在加料段入口,希望温度低一些,防止树脂粘流堵死进料口,另外,在加料段树脂不断压缩,空气要倒着从加料口排出。根据设备构造不同,加料口虽不进行电加热,但是通过机筒传热,加料口温度约为50-90度。这样,加料段温度就确定了。入口处50-90度,末端等于熔点或粘流温度,在该段上可以定为温度等比线形升温。熔融段开始时,温度达到粘流温度才能熔融,对于结晶型树脂,粘流温度等于熔点温度。然后不断压缩和增加熔层,就需要温度不断提高,才能使树脂分子链长短不等,不同热运动能量的高分子先后都熔融,因而到熔融段末端的温度确立后,可以定为在该段上其他部位是线形升温的。