大连友岩塑料机械有限公司
联系人:冯经理
电话/传真:0411-86260347
手机:18624289888
13604263838
邮箱:21272059@qq.com
地址:大连市旅顺口区三涧堡镇(乘大连至旅顺北路汽车土城子下车西行约200米机场门前约100米)
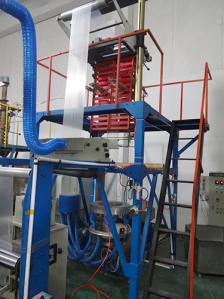
塑料吹模机组厂家浅谈聚乙烯吹塑薄膜成型工艺
吹模机组厂家浅谈吹塑设备一般采用单螺杆挤出机,从工艺可知,吹塑薄膜成型的主要设备有挤出机、机头、冷却风环、牵引和卷取 吹塑薄膜工艺流程,物料塑化挤出,形成管坏吹胀成型;冷却、牵引、卷取。 在吹塑薄膜成型过程中,根据挤出和牵引方向的不同,可分为平吹、上吹、下吹三种,这是主要成型工艺也有特殊的吹塑法,如上挤上吹法。
吹膜机就是该行业最重要的机械设备之一,当软包装渐渐成为食品包装材料的主角。吹膜机的质量和吹膜技术决定了薄膜成形的质量。所以一款性能良好的吹膜机在生产薄膜的过程中表现出良好的市场适应能力,提高生产效率的同时,为人们提供便利,促进社会和谐发展。食品包装是薄膜应用最多的领域,吹膜机吹出的高档薄膜可用作商品包装宣传,提高商业价值。
挤出机:
莲花瓣式机头 优点:结构简单,加工方便,造价底,易操纵清理;缺点:合缝线多,易降低制品强度。
中心进料机头 优点:薄膜厚度较均匀,不易产生偏中现象,适合加工PE、PP、PA;缺点:机关内存料多,合缝线多,操纵不方便。
旋转机头 优点:薄膜厚度均匀,不易产生偏中现象,可使局部不超标的部位的薄膜,分散卷于轴卷上,使卷曲的薄膜平整,便于印刷,质量高;缺点:结构较复杂,造价高一点。
一般使用单螺杆挤出机、螺杆直径Ф45-120mm,Ф的大小由薄膜厚度和折径大小决定。产量受冷却和牵引两速度影响,薄膜窄的用小型挤出机,薄膜厚而宽的用大型挤出机。
平挤平吹法
该法使用与挤出机螺杆同心的平直机头,泡管与机头中心线在同一水平面上的流程称平挤平吹法,该法只适用于吹制小口径薄膜的产品,如LDPE、PVC、PS膜,平吹法也适用于吹制热收缩薄膜的生产。
平挤下吹法
该法使用直角机头,泡管从机头下方引出的流程称平挤下吹法,该法特别适宜于粘度小的原料及要求透明度高的塑料薄膜。如PP、PA、PVDC(偏二氯乙烯)。
平挤上吹法
该法是使用直角机头,即机头出料方向与挤出机垂直,挤出管坏向上,牵引至一定间隔后,由人字板夹拢,所挤管状由底部引进的压缩空气将它吹胀成泡管,并以压缩空气气量多少来控制它的横向尺寸,以牵引速度控制纵向尺寸,泡管经冷却定型就可以得到吹塑薄膜。 适用于上吹法的主要塑料品种有PVC、PE、PS、HDPE。
以上三种工艺流程各有优缺点,现比较于 工艺流程 优 点 缺 点 平挤上吹 泡管挂在冷却管上,牵引稳定 占地面积小,操纵方便 易生产折径大,厚度较厚的薄膜 要求厂房高、造价高 不适宜加工活动性大的塑料 不利于薄膜冷却,生产效率低 平挤下吹 有利于薄膜冷却、生产效率较高 能加工活动性较大的塑料 挤出机离地面较高,操纵不方便 不宜生产较薄的薄膜 平挤平吹 机头为中心式、结构简单、薄膜厚度较均匀 操纵方便、引膜轻易 吹胀比可以较大 不适宜加工相对密度大、折径大的薄膜 占地面积大 泡管冷却较慢,不适宜加工活动性较大的塑料。
塑料吹膜机价格的选择,清楚自己的产品的包装档次,自己产品的材料,然后选择机器的配置,买机器和买车子是一样的道理,一分钱一分货,大连PE吹膜机厂家提示您要搞清楚自己的产品再选择吹膜机哦,我们公司生产的吹膜机就有好多种,PE吹膜机,三层共挤吹膜机,ABA吹膜机,不要相信最贵的神话也不要相信最便宜的神话,选择合适自己的,欢迎您给我们致电。